
Trade Shows
Come talk to a Rolled Alloys representative in person about your project. You can find us at these trade shows.


Instant Pricing on Nickel, Stainless Steel, Duplex, and Titanium
Get real-time pricing and availability for nickel, stainless steel, duplex, and titanium—all in one place.

New and Expanded Stock for 2025
New Titanium, Stainless, Nickel and Cobalt in Stock Now – CP Ti Grade 2, 635, 718 and More!

History and Uses of Alloy 800
Discover the evolution of Alloy 800, from its origins during the 1950s to modern derivatives like Alloy 800H/800HT. Learn about its high-temperature strength, petrochemical applications, and commercial availability today.


New Rolled Alloys Facility in Ohio
Rolled Alloys announces new facility located in Toledo, Ohio.

Reasons Why Duplex Stainless Steels are Replacing the 300 Series
Explore the four key benefits of duplex stainless steel: high strength, superior corrosion resistance, ease of fabrication, and cost-effectiveness. Understand why 2205 is favored over 304/304L and 316/316L for industrial applications.

Understanding P-Numbers and F-Numbers in Welding
P-Numbers and F-Numbers are essential classifications in the welding industry, particularly for projects that follow ASME codes and…

Chicago Oktobarfest 2024
Join us for food, demo’s and prizes on October 11th from 11 a.m to 3:30 p.m at 711 Phoenix Lake Ave, Streamwood, Illinois.
High Temperature Strength – An Explanation of Creep and Rupture
Learn how metal strength at high temperatures differs from room temperature in this comprehensive guide. Discover the importance…


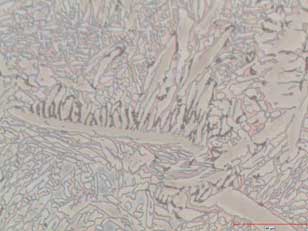
Precipitate at a triple point.
Precipitate in a thin ferrite region constrained between two austenite grains.
Precipitate at the austenite/ferrite boundary growing into the ferrite phase.
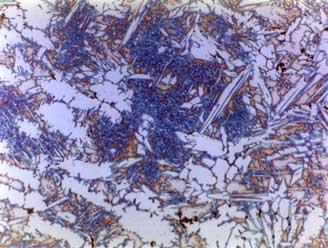
Primary austenite
Reformed austenite
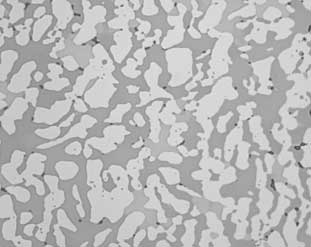
Intermetallic particles in dendrite arm spacings.
Intermetallic particles in dendrite arm spacings
Intermetallic particles in dendrite arm spacings.




Trade Shows
Come talk to a Rolled Alloys representative in person about your project. You can find us at these trade shows.


Instant Pricing on Nickel, Stainless Steel, Duplex, and Titanium
Get real-time pricing and availability for nickel, stainless steel, duplex, and titanium—all in one place.

New and Expanded Stock for 2025
New Titanium, Stainless, Nickel and Cobalt in Stock Now – CP Ti Grade 2, 635, 718 and More!

History and Uses of Alloy 800
Discover the evolution of Alloy 800, from its origins during the 1950s to modern derivatives like Alloy 800H/800HT. Learn about its high-temperature strength, petrochemical applications, and commercial availability today.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}